July 2020
The SuCoHS partners have progressed in several fields:
New materials and manufacturing processes
On step towards a next generation of composite materials is to use the so called "size effect" by decreasing the ply thickness. The SuCoHS partner NTPT [1] has developed a unique prepreg manufacturing process to decrease the ply thickness to 0.03mm (area weight 30g/m2). In this case, outstanding strength and fatigue properties can be achieved for a quasi-isotropic laminate by a factor of 3 as for conventional prepreg materials with the thickness of 0.2-0.3mm materials.
NTPT has initially focused on high-tech sailing applications. In 2011, an aerospace application was launched. Therefore, prepregs with resin systems with classical epoxy resin and Cyanate Ester (CE) resin for high temperature applications have been developed. By benchmark studies, it was shown that production cost can be decreased by thin ply technologies in combination with automated manufacturing technologies like automated tape laying.
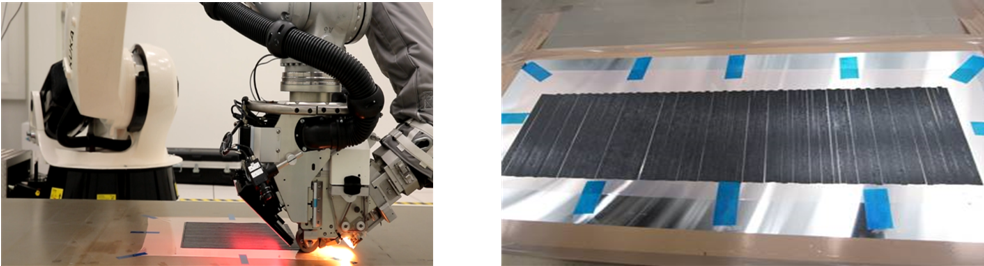
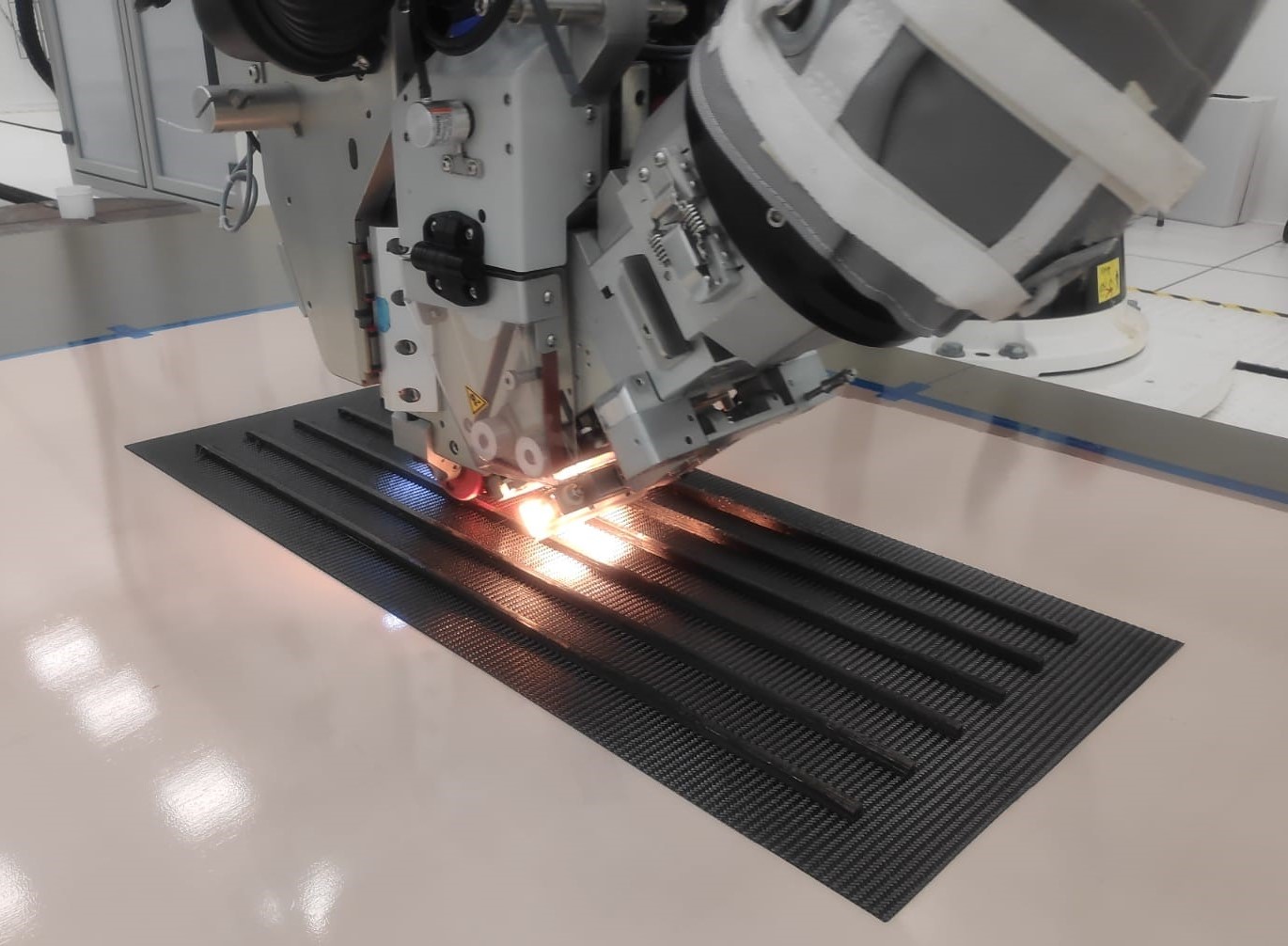
In SuCoHS, this topic related to automation was addressed in combination with improved resin system. On one hand, a Polyfurfuryl Alcohol (PFA) thin ply prepreg for interior application was developed. On the other hand, a Cyanate Ester-based thin ply prepreg for high temperature applications. Both developments have been tested on a fibre placement machine by the partner NLR to enable cost efficient manufacturing.
[1] Thin Ply: From Size-Effect Characterization To Real Life Design, R. Amacher, W. Smith, C. Dransfeld, J.Botsis , J.Cugnoni, CAMX SAMPE, 2014.
New analysis methods, allowables and structural concepts
FHNW used curing analysis methodology developed within SuCoHS to analyze the manufacturing process of the partners’ use case structures for the Collins Aerospace interior shell structure with PFA-based composite and the Aernnova Engineering tailcone structure with CE-based composite. Process induced distortions are assessed and special focus was drawn on the residual stress development within skin-stringer sections. The lessons learnt and further investigation will lead to improvement of design and manufacturing processes.
DLR and Technische Universitat Hamburg proceeded to developments of connecting Finite Element Analysis (FEA) with methods for probabilistic analysis. Developments within the multidisciplinary FEA strategy (thermomechanical loading, consideration of defects) was enhanced by automated evaluation methods for assessing buckling and strength measures respecting local and global temperature influence. The derived FEA output will be used as input for the probabilistic reliability analysis. Technische Universitat Hamburg has developed methods for updating the probabilistic predictions based on an updated input (Bayesian updating) which allows a continuous integration to the automated analysis process.
Numerical analysis of preforming defects such as gaps, overlaps or fiber undulations are performed by DLR to serve as input for probabilistic analysis. In this case, Technische Universitat Hamburg will show the applicability of inverse uncertainty quantification that is utilized for relaxing manufacturing tolerances with respect to defined design requirements.
New sensing and evaluation systems
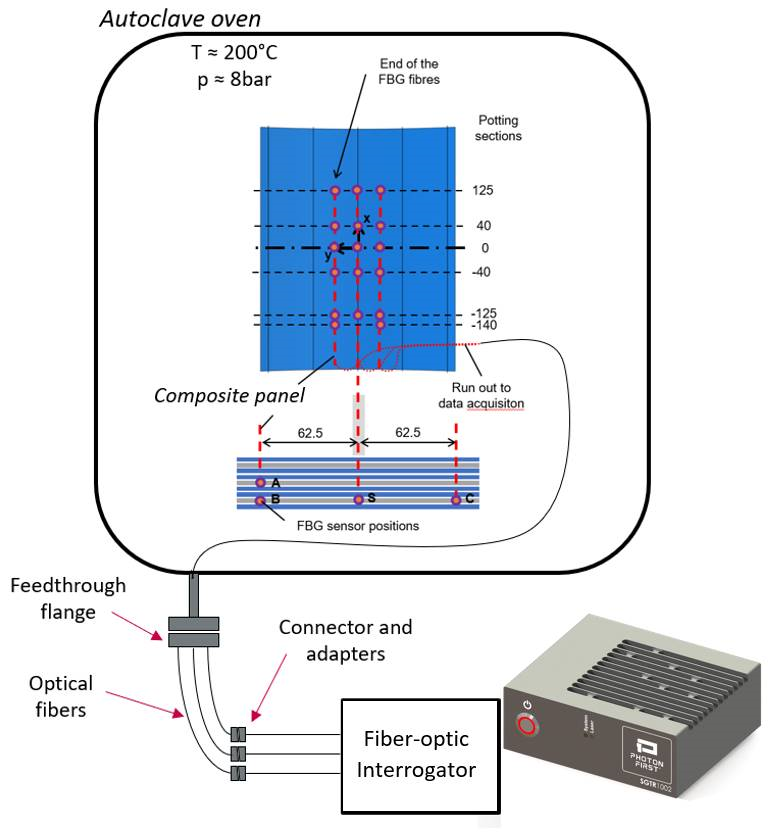
PhotonFirst (former Technobis) is contributing to the SuCoHS objective of embedded Fibre Bragg Gratings (FBG) into the composite part for process and load monitoring. The most important points are:
- The survivability of FBG sensors embedded using AFP in autoclave environment
- To monitor internal strains and other relevant characteristics
- Its suitability for load and usage monitoring
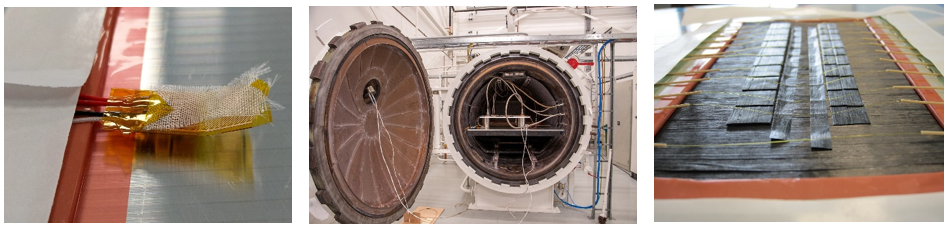
Figure 3 shows the overview of the system installed in the NLR’s autoclave and the SwitchedGator used for interrogating FBG signals.
In Figure 4 the recordings from a trial are shown on the left graph while on the right graph a focus on region 2 is shown for six out of the twenty three FBGs that were used.
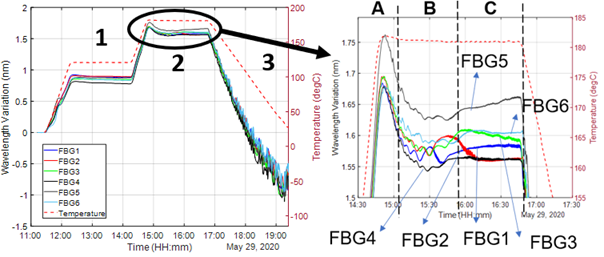
Section 2: A: Initial upshoot due to temperature, B: Non-linear FBG response: Undulation may be due to temperature fluctuation. C: FBG3 wavelength decreases, FBG5 wavelength increase.
Section 3: Stick-slip phenomenon, Birefringence due to multiaxial loading on the FBGs.
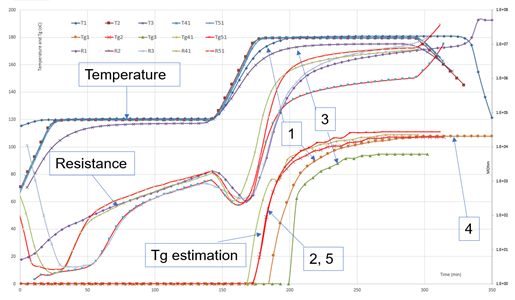
On the other hand, several composite parts have been produced at NLR and all of them have been monitored using the Optimold system to measure temperature and resistance at three different locations using durable and disposable sensors from Synthesites. Similar cure cycles have been put together as can be seen Figure 5. It shows several cure cycles with the under-development toughened CE prepreg some in the oven and some in the autoclave at NLR. In the same graph the online estimated Tg from each trial indicate a quite stable process.
Integration, testing and validation
The development of the central database was completed by the partners Apodius and DLR. A schema of the database is show in Figure 6. DLR provided essential services enabling convenient access to the manufacturing as well as effects of defects data.
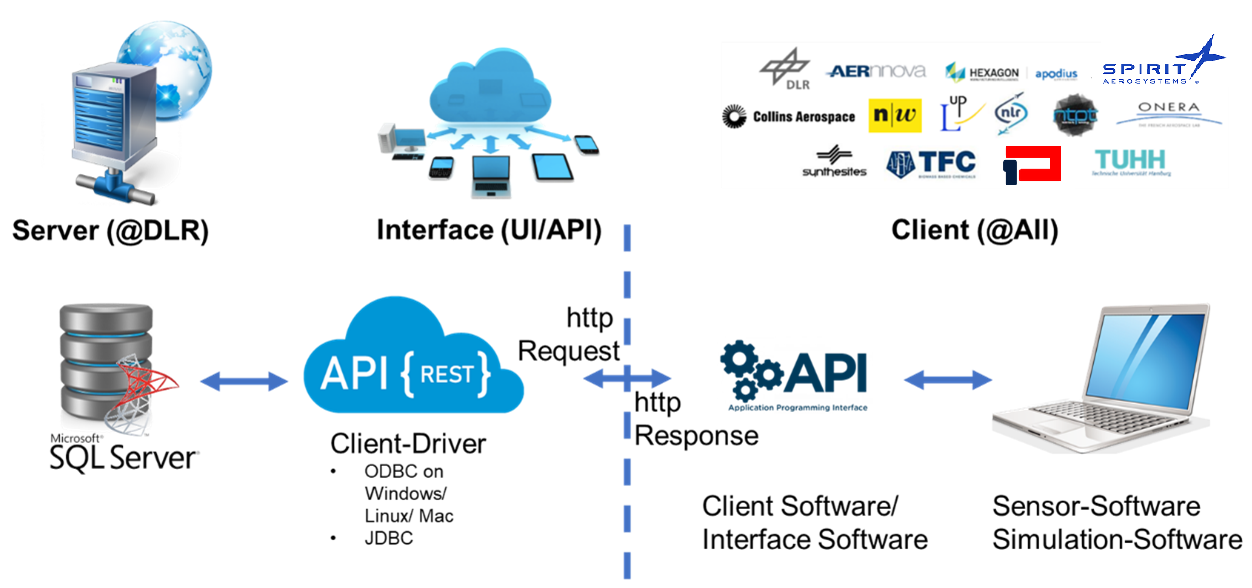
The central database is able to handle the complete range of different models and data created during the design and the execution of a serial production i.e. from the simulations and initial design steps all the way to the completion of the manufacturing process. The final version has been tested successfully and all data types were uploaded successfully. The target is to upload in the database all data generated during the forthcoming trials and demonstrators.
Sensors of Synthesites, PhotonFirst and Apodius were successfully integrated, connected and tested. Development of materials and production processes as well as validations up to the Risk Mitigation structural level were carried out. Carbon fibre reinforced materials, based on several (novel) resin types like Cyanate Ester (CE), Poly-Furfuryl Alcohol (PFA), Fire Smoke and Toxicity (FST) epoxy and Bismaleimides (BMI) were successfully positioned by the Automated Fibre Placement process, cured and post cured. Fibre Bragg Grating sensors from PhotonFirst and cure sensors from Synthesites were integrated into panels and tools to monitor temperatures and strains during process steps like autoclave and oven curing. Correlations between polymerisation and thermal shrinkage, cure level and related internal material stresses were found to validate material models developed by FHNW.
Innovated stiffened panel production technologies were developed by the partners Collins Aerospace and NLR. Double curved integrated stiffeners with several types of cross overs, height variations and drop off areas were programmed and fibre placed by NLR on a dedicated AFP tool, developed and manufactured by Collins Aerospace. Curing of this novel panel was performed at NLR by using a multi-material semi flexible cure tool, developed and manufactured by Collins Aerospace.
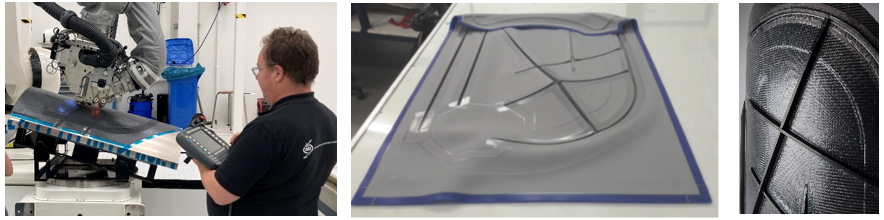
A first trial was successfully performed with FST epoxy material. The bio-based PFA material is also considered for this concept.
Demonstration by pilot activities
The partners have been progressing in several fields:
- Technology readiness level of materials to be selected for the demonstrators;
- Robotic technology and simulation of lay-up, preparation of elastomeric bag, manufacturing of subcomponent and testing;
- Design of Risk Mitigation Panel based on the fresh test data for primary and alternative material selected. This step will be followed by structural analysis and final drawing of the demonstrators (including tooling).
- Definition, manufacturing and execution of calibration and validation tests to support the development of the Fire Certification Test analysis methodology for the Aernnova Engineering test case.