May 2019
The SuCoHS partners have progressed in several fields:
New materials and manufacturing processes
Cyanate ester resins are currently used for many important applications such as high-temperature adhesives and advanced composite matrices in the aerospace and automotive industry. A unique combination of properties such as high temperature stability and chemical resistance, low moisture uptake and low dielectric constant in the cured state, as well as low viscosity in the uncured state (lowest viscosity of all high temperature resins) has led to their use in low-volume high-performance applications. However, their widespread use is unfortunately limited in many applications by their inherent brittle behavior due to their high cross-linked densities. The incorporation of thermoplastics into such networks has emerged as a promising approach, especially when high values of elastic moduli and glass transition temperature are required. The most common thermoplastic tougheners are Polysulfones (PSF), Polyetherimides (PEI) or Polyethersulfones (PES). The process of phase separation during cure of the thermoset/thermoplastic blends is essential to generate the toughened thermosets.
The SuCoHS partners investigatedmolecular weight, functionalization and content of PES on the morphology and phase separation behavior as well as on thermal and mechanical properties of cyanate ester composites. In this work, phenol novolac cyanate ester was used as a matrix and PES with various molecular weights and different functionalizations were used as tougheners.
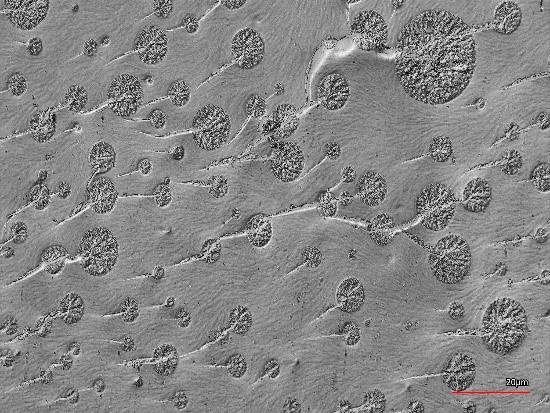
It was shown that mixtures with 5 and 10% of low molecular weight hydroxyl terminated PES show dispersed spherical domains with a diameter of approximately 3 µm. Mixtures with 15 and 20% of PES possess a dual phase morphology with bigger particles of about 5-10 µm. Fracture surface investigations demonstrated crack pinning and crazing toughening mechanisms.
At the same time, high molecular weight hydroxyl terminated PES forms co-continuous thermoplastic phases leading to sedimentation. This causes a reduction in glass transition temperature of the composite to the value of Tg of PES. The same effect was observed for the PES without end hydroxyl groups. Nevertheless depending of the content and molecular weight of PES, the drop of the storage modulus at the PES glass transition temperature can be insignificant, which allows to consider such systems as suitable for high temperature applications.
SENB analysis showed that incorporation of 20% of PES leads to 132% improvement in fracture toughness. Based on the obtained results of thermal and mechanical properties of the investigated composites, the optimal content of the toughener for further research was estimated.
New analysis methods, allowables and structural concepts
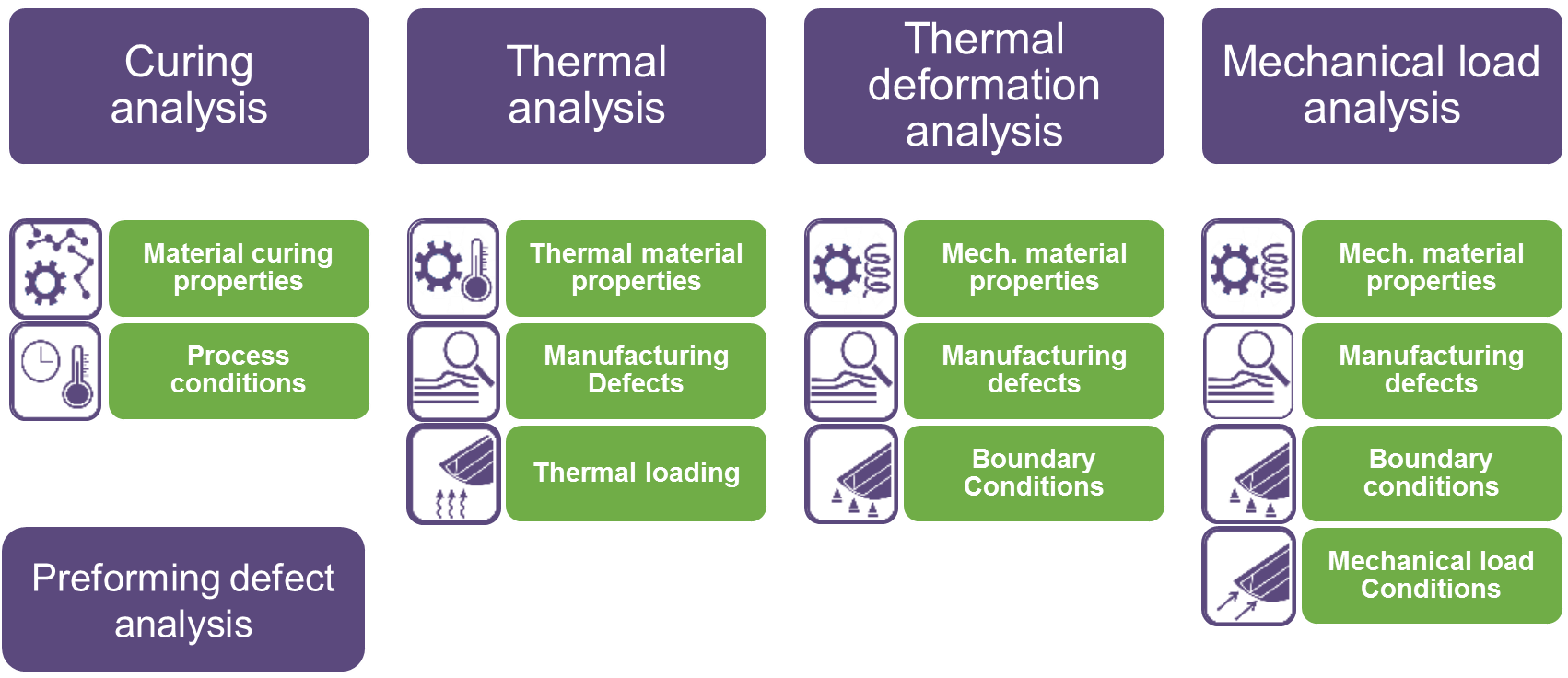
An FE-analysis approach to determine the structural behavior under thermomechanical load conditions was implemented for an exemplaric stiffened shell structure. The analysis approach accounts for manufacturing defects such as preforming defects or geometrical distortions from curing and temperature dependent material behavior. Upcoming work will use such FE-analyses to account for defect variations, load variations and material uncertainties in order to assess the structural behavior for probabilistic reasons.
Analyses regarding the substitution of a sandwich shell by an AFP manufactured stiffened shell were conducted. First investigations showed that the load-path dependent stiffener arrangement is capable of fulfilling the requirements. Further investigations will improve stiffener position and stiffener size as well as investigate related curing capabilities.
New sensing and evaluation systems
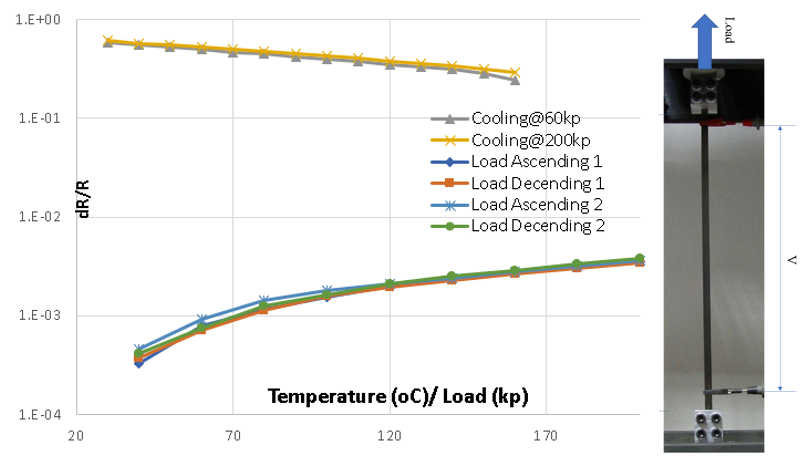
Within WP4, Synthesites developed and proved the concept with laboratory trials that it is possible to monitor the temperature and the strain of a composite by measuring changes in the resistivity of the composite itself. As can be seen in the graph above resistivity (dR/R) changes almost linearly with temperature and load. However, the effect of temperature over resistivity is 3 orders of magnitude higher than the effect of load.
Furthermore, in order to have a complete record of the production process, the monitoring of the manufacturing of all the composite parts will be realized by Apodius during the ATL process and by Synthesites and Technobis during the autoclave curing.
Integration, testing and validation
During the last six months, meetings were held in order to develop schemas for the central database in order to store analysis, manufacturing and service data as well as the creation of interfaces between all systems. New materials were developed and tested and sensors were prepared for production trials. Manufacturing tests we performed on these new materials and optical sensors were fully integrated into the automated fibre placement (AFP) process. First trials prove that optical sensors can be positioned by AFP. Integrated sensors will gain data during manufacturing and in service. Having easy access to sensors is essential for the creation of mature solutions. Quick connecting sensors to data acquisition systems between several processes as AFP, curing, machining and testing (service) is needed in a robust way to prevent damage to, in most cases, fragile wires and fibres. New high temperature and pressure solutions were developed to guide wires and cables through autoclave walls.
Moulds were developed and manufactured and process trials were performed for the Bombardier use-case. Initial lines were drawn for the risk mitigation structures of the Collins Aerospace and Aernnova Engineering use-cases. Progress was made on the creation of the test matrix as well as related test planning for the next period.