September 2018
Since the start of the project, the SuCoHS partners have progressed in several fields:
New materials and manufacturing processes
Cyanate ester resins have an excellent high temperature resistance but bring the drawbacks of a low fracture toughness and a long curing process. Fachhochschule Nordwestschweiz (FHNW) together with North Thin Ply Technology (NTPT) worked on minimizing these drawbacks by finding appropriate toughening agents and catalysts. Toughening was achieved based on thermoplastic additives, which showed a promising effect and reduced the curing time. In addition, a catalyst able to reduce the cure time was found.
Manufacturing trials with the catalyzed resin system have been performed by producing a prepreg for a demonstrator part. The demonstrator part was cured within 1 hour at 260°C.
When developing new resin systems, it is important to monitor the cure kinetics for which the Optimold system by Synthesites is valuable (see the chapter below “New Sensing and Evaluation Systems” for more information).
The new resin systems need to meet the thermal and mechanical requirements presented by nacelle cowl applications. Currently, mechanical tests are performed on the new resin formulations to ensure that all criteria are met by the final system.
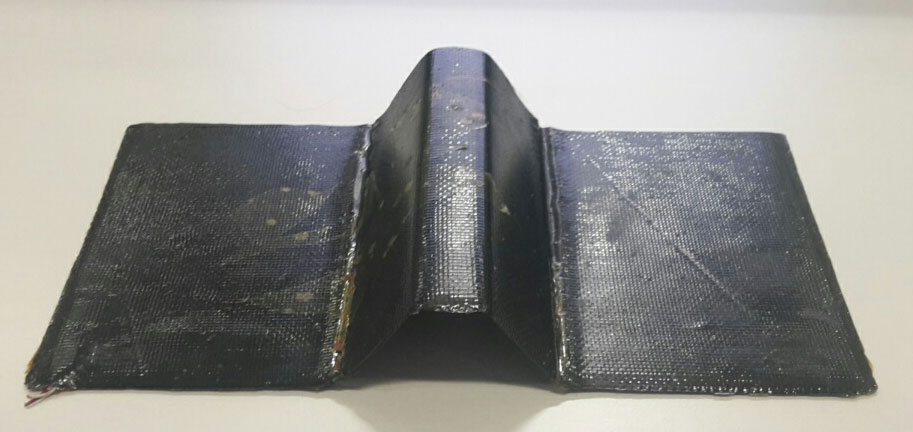
Figure 1: Airplane stringer manufactured from a newly formulated Cyanate Ester / Carbon Fibre prepreg.
New analysis methods, allowables and structural concepts
The objective of these activities is to develop methods for deriving new structural concepts with respect to multi-physical load conditions (thermal, mechanical, fire). This includes developments to improve material exploitation and to enhance analysis methods by taking into account manufacturing uncertainties and multi-physical loading.
Initial work comprised the definition of requirements and specifications. Required input was collected for material modelling which will later be obtained by a set of specified tests at combined thermo-mechanical loading. Furthermore, the principle physical behaviour of investigated materials was studied based on material screening conducted in parallel to enhance material modelling.
New sensing and evaluation systems
For the first time, the Optimold system was used to track the curing of a Bismaleimides (BMI) liquid resin and Carbon Fibre (CF) prepreg. The resistivity and temperature of the resin have been successfully used for sensing resin arrival, viscosity and provide online the glass transition temperature for various thermoset resins in the whole range of composites. The monitoring system post-processes the measured resistance and temperature online to provide useful resin properties such as viscosity, gelation, degree of cure and glass transition temperature. The investigations in the lab showed the high potential of the monitoring system and the good correlation between the resistance and the degree of cure as can be seen in Figure 2. On-going work within SuCoHS will correlate these measurements to viscosity and Tg for automating a significant part of the production of advanced composites for high-temperature aerospace applications.
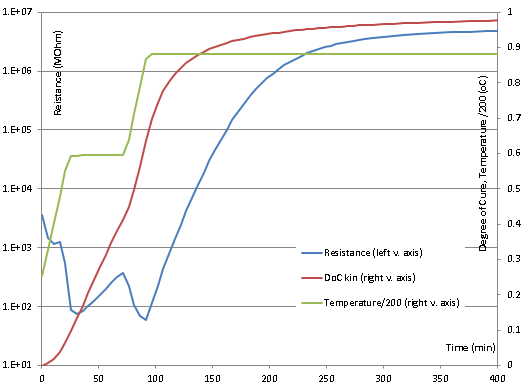
Figure 2: Correlation between the expected Degree of Cure as simulated by a kinetic model
and the recorded resistance during for the recommended temperature profile.
Integration, testing and validation
The objective for the SuCoHS partners is to integrate, connect, test and validate the developed processes, methods, concepts and systems on Technology Readiness Level 3-4. This includes a central database to set tolerances, exchange data between operating systems and to build a track record for manufacturing. These tests are subdivided in manufacturing and structural tests, performed by integration of new developed multi materials for high temperature composite components.
In the first 6 months a start was made with the construction of the interaction map among the different technologies. Dummy sensors were 3D printed and mounted on manufacturing robots. First tests have been performed on positioning optical fibres with the fibre placement technology. In the next months, initial tests will be performed on automated deposition of new developed materials and accuracy will be checked by optical sensing.
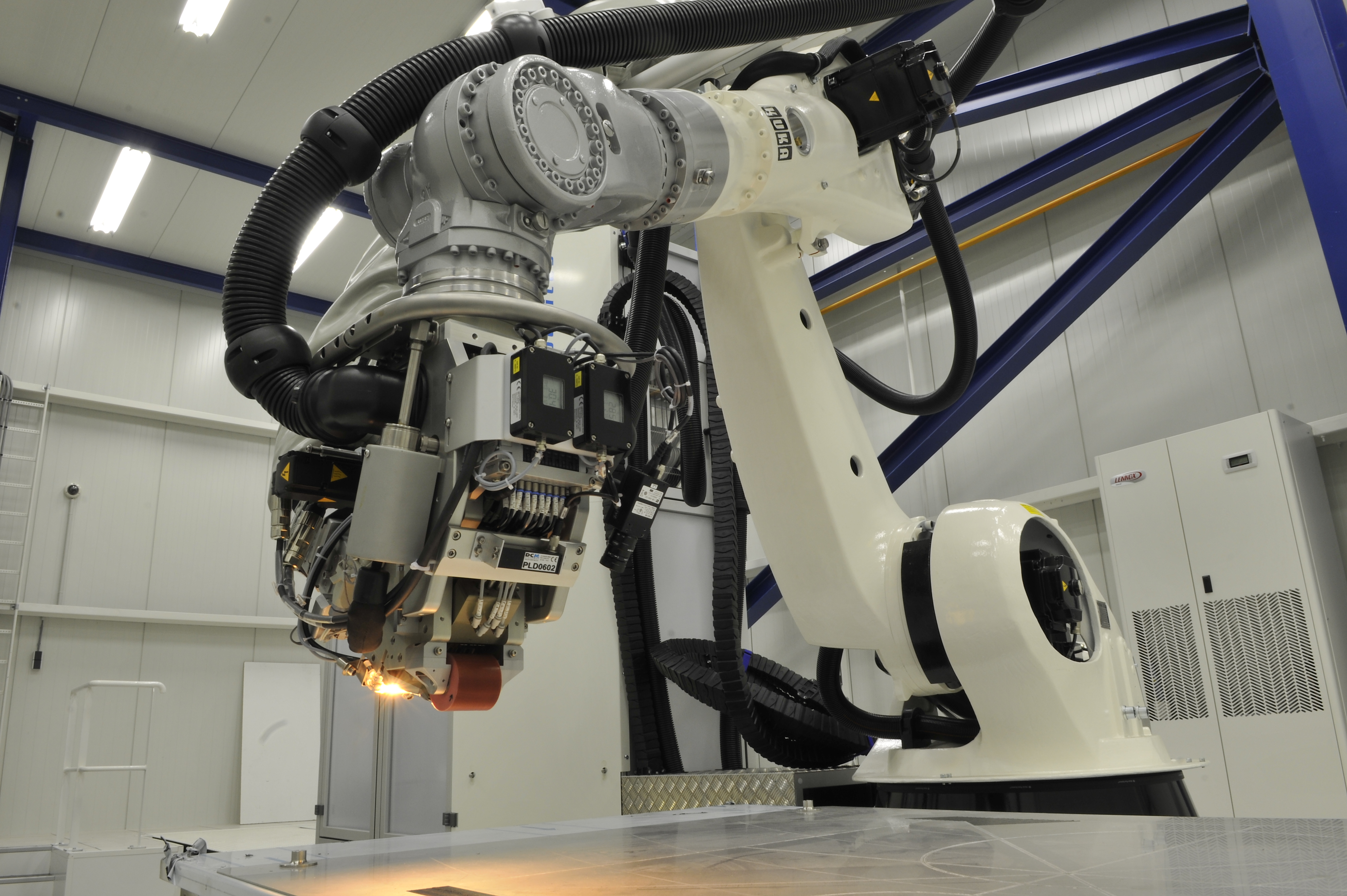
Figure 3: Fibre placement (FP) machine, NLR.

Figure 4: Thermex: test rig for investigation of coupled thermal and mechanical loading, DLR.
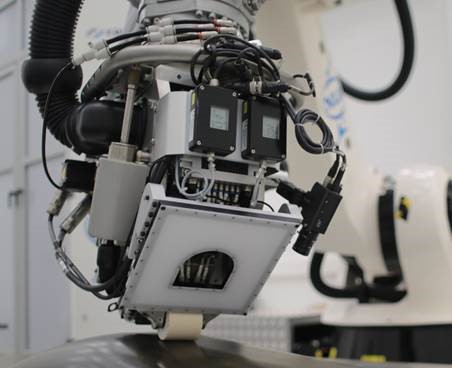
Figure 5: Sensor for Automated Fibre Placement (AFP), Apodius.
Demonstration by pilot activities
The use case partners have launched the activities by defining the requirements and relevant specifications of the demonstrator parts. What’s more, they have started establishing and reviewing baseline material data, test matrix for the SuCoHS use cases as well as sensors and monitoring techniques.