The first SuCoHS webinar took place virtually on Thursday 5th of November 2020. It was a public event chaired by the SuCoHS project coordinator Dr. Tobias Wille (DLR).
The primary aim of the webinar was to present the latest achievements of the project in terms of sustainable and cost-efficient high-performance composite structures demanding temperature and fire resistance. Furthermore, the SuCoHS project is seeking to engage with a larger audience for open exchange and discussions with fellow experts.
The event proved to be a unique opportunity for the participants to obtain an overview of the recent advancements on the research and technology development scene. 8 presentations were given by the project partners followed by a discussion session. The webinar attendees had the opportunity to engage into fruitful discussions and networking with the representatives of research community and industry involved in SuCoHS.
Due to the online format of the webinar it was possible to attract a large number of attendees, resulting in more than 40 participants.
The SuCoHS presentations given by the partners can be downloaded below:
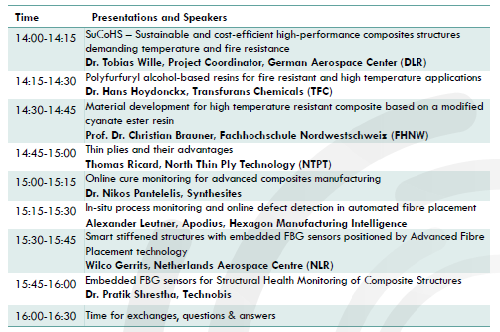
- SuCoHS – Sustainable and cost-efficient high-performance composites structures demanding temperature and fire resistance by Dr. Tobias Wille, Project Coordinator, German Aerospace Center (DLR)
- Polyfurfuryl alcohol-based resins for fire resistant and high temperature applications by Dr. Hans Hoydonckx, Transfurans Chemicals (TFC)
- Material development for high temperature resistant composite based on a modified cyanate ester resin by Prof. Dr. Christian Brauner, Fachhochschule Nordwestschweiz (FHNW)
- Thin plies and their advantages by Thomas Ricard, North Thin Ply Technology (NTPT)
- Online cure monitoring for advanced composites manufacturing by Dr. Nikos Pantelelis, Synthesites
- Online inspection system for AFP production process by Alexander Leutner, Hexagon Manufacturing Intelligence and MD Apodius GmbH
- Smart structures with embedded FBG sensors positioned by Advanced Fibre Placement technology by Wilco Gerrits, Netherlands Aerospace Centre (NLR)
- Embedded FBG sensors for Structural Health Monitoring of Composite Structures by Dr. Pratik Shrestha, Technobis
Here below you can find the major questions and answers discussed during the specific presentations of the webinar:
Material development for high temperature resistant composite based on a modified cyanate ester resin by Prof. Dr. Christian Brauner, Fachhochschule Nordwestschweiz (FHNW)
Question 1: Concerning the robot arm on the slide 11, is it related to a welding process?
Answer 1: It is a Coriolis advanced fibre placement device, to lay down thermoset composite material in an automated way. The machine is located at NLR, Wilco Gerrits will give more details on the process in a presentation a little bit later.
Question 2: Did you have any problems with moisture and cyanate ester?
Answer 2: Yes, if you do not control moisture in the supply chain, this will affect the polymer network and the thermal stability. This may lead to blistering and delamination. The effect of humidity on the uncured prepreg system is very important when one handles systems such as cyanate ester.
Question 3: The biggest challenge to use cyanate ester is to reduce the hydrolysis. Is this considered in your research activities? Hydrolysis refers to a reduction of mechanical properties under hot/wet environment. There is a significant reduction in the glass transition temperature when it comes in contact with moisture.
Answer 3: We performed initial investigations with antioxidants which had positive influence during handling cyanate ester. Conditions prior curing are important, otherwise in cure state cyanate ester does not uptake much water.
Question 4: What was used to catalyse the cyanate ester? Was it the PES?
Answer 4: PES has insignificant influence on the curing process. The catalysed cyanate ester-formulation used in the project was developed previously by NTPT and FHNW and allows to cure at 180°C.
Thin plies and their advantages by Thomas Ricard, North Thin Ply Technology (NTPT)
Question 1: Very interesting presentation. Is the price higher compared to conventional prepregs? Is the handling more complicated during part production due to the very thin ply thickness?
Answer 1: Currently the price per area weight is higher compared to conventional prepreg because usually the volumes of conventional prepreg are much bigger than what we usually do for our customers. If we imagine a recurrent mass production made of light prepreg, the areal weight price would tend somewhere close to the conventional weight prepregs. We are using the same kind of fiber rolls (12K or 24K) and the resin and consumable costs are similar. However we would have a slight over cost as the machine will produce less mass of product per unit of time. In terms of handling, below 30 grams, it is recommended to create preforms then to work with multilayers.
Question 2: Can you highlight any potential issues with defects generated associated with thin ply tapes?
Answer 2: The biggest issue is the handling of thin uncured tapes. This is why we develop specific ATL machines and integrated processes which are tailored to these super soft tapes.
Online cure monitoring for advanced composites manufacturing by Dr. Nikos Pantelelis, Synthesites
Question 1: Can you say something about the cure simulator?
Answer 1: We are on the way to develop the first prototype. The idea is to reproduce online what is happening inside the autoclave with respect to curing, to follow the temperature inside the autoclave and have the temperature feedback outside with the cure sensor. Despite successful trials to wire in the autoclave, there is always some reluctance from the industry to install sensors in the production moulds. There have been a lot of discussions to build the feed-through gland to facilitate the use of the cure sensors in the autoclave environment and production. It is important to decrease as much as possible the intrusion of the sensor in the production system.
Question 2: Is the calibration also provided by Synthesites?
Answer 2: In SuCoHS, it is done for the resins developed in SuCoHS such as BMI, CE and PFA. The idea is to use the same calibrator for the online prediction.
In-situ process monitoring and online defect detection in automated fibre placement by Alexander Leutner, Apodius, Hexagon Manufacturing Intelligence
Question 1: Very smart product! What happens after tolerances are exceeded? Layer replacement?
Answer 1: This is not planned in the project, it would mean that there is a re-analysis of the layup. This is not part of the development at the moment.
Question 2: Are there other technologies for monitoring to analyse e.g. delamination and voids?
Answer 2: Yes, there are e.g. ultrasonic technologies.
Smart stiffened structures with embedded FBG sensors positioned by Advanced Fibre Placement technology by Wilco Gerrits, Netherlands Aerospace Centre (NLR)
Question 1: Do you have similar activities on in-situ consolidation of thermoplastics, also integrating fibre optics to analyse the consolidation in real time, to come up with a close loop control?
Answer 1: Yes, NLR has a lot of experience with in-situ consolidation of thermoplastics. This is limited to PEKK and PEEK systems. In-situ consolidation means that during layup of the thermoplastic prepreg, there is a full consolidation of the product, without the need of any further autoclave technology. For some materials the mechanical properties will be reduced because the maximum level of crystallinity cannot be reached by the relatively short temperature cycle.
Embedded FBG sensors for Structural Health Monitoring of Composite Structures by Dr. Pratik Shrestha, Technobis
Question 1: How did you define the zero point for the strain measurement? For instance, there is an initial strain due to the autoclave pressure.
Answer 1: The FBG response acquired before the cure cycle was started, i.e. before the temperature and pressure were applied, was taken as reference for zero strain point.
Question 2: Did you see any effects by the autoclave pressure?
Answer 2: Once the cure cycle started; the effect of temperature on the FBG response was quite significant, whereas, the effect of pressure was not apparent during the curing process. The effect of pressure can be observed after the cure cycle was completed; when the pressure was released, a slight increase in FBG response was observed.
Question 3: There is a difference compared to liquid resin processes such as RTM, because in SuCoHS there is a prepreg.
Answer 3: In the case of prepreg, in the initial heating stage the strain is not well transferred to the FBG; there was a significant drop in resin’s viscosity and stick-slip phenomenon in the FBG response can be seen.
For further updates we invite you to subscribe to our bi-annual project newsletters. The subscription field is available in the footer of our website. We are also present on Linkedin where you can find us by simply searching for the #sucohsproject.
We look forward to meeting you during upcoming events!